Text a obrázky: Tomáš Faktor
Než jsem začal s návrhem, určil jsem si, co vlastně chci, aby stojánek splňoval.
- jednoduchost – výsledné vytvarování musí jít zhotovit doma v ruce bez potřeby specializovaného náčiní
- celek i se strojkem by měl velikostně pasovat k hodinkám umístěným na „céčku"
- stabilitu, stojí-li stojánek na nerovném podkladu ( např. samet )
- strojek musí být možné ustavit z rubové i lícové strany
- na stojánek musí být možné ustavit všechny typy kalibrů Prim ( vyjma kal. 80 – s tím nemám zkušenosti )
- stojánek by měl mít plochu pro umístění názvu kalibru
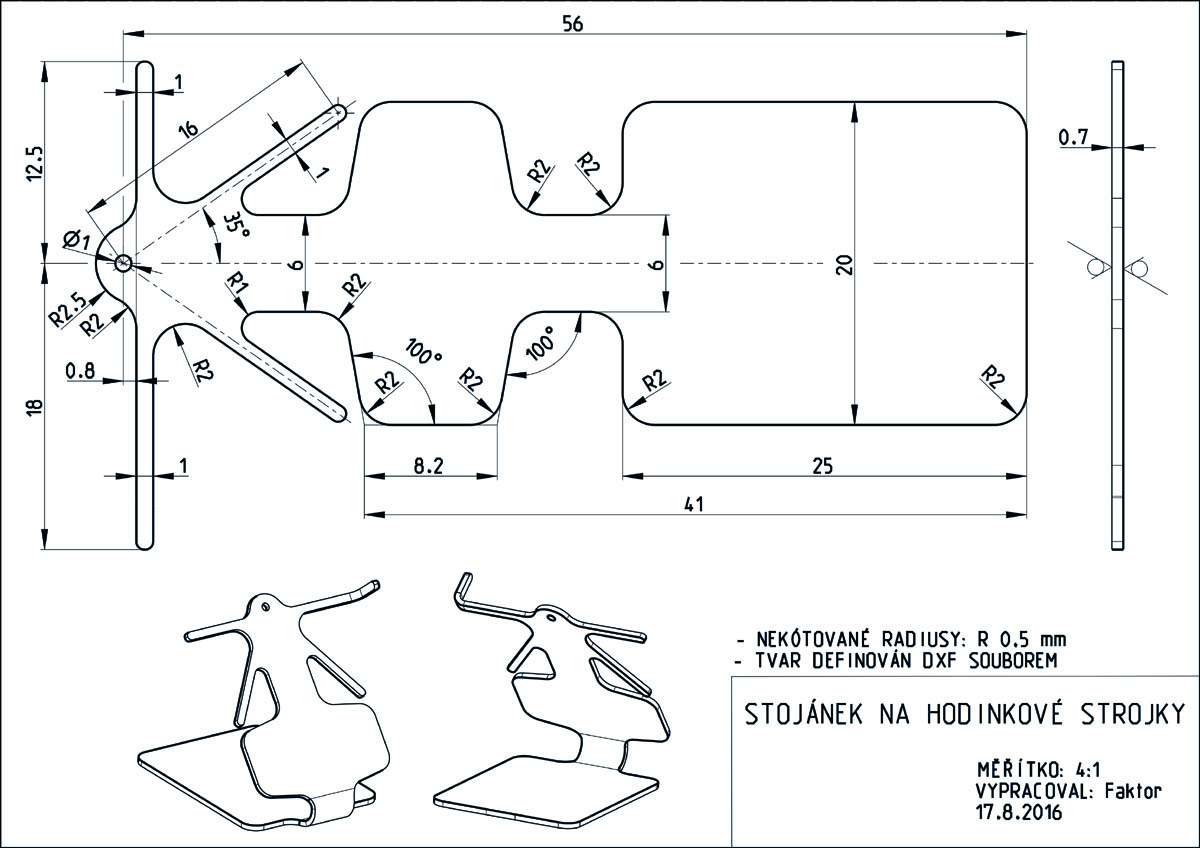
K tvorbě modelu, výkresu a dxf souboru jsem použil 3D cad Pro-E s modulem sheetmetal – modul slouží přímo k modelování součástí tvořených z ohýbaného plechu.
Z výše popsaného zadání jsem vymodeloval dvě varianty stojánků – žlutou a modrou, přičemž se mi více zamlouvala ta žlutá. Začal jsem ji tedy detailněji zpracovávat. Výsledek dokládám na obrázcích s modrým pozadím – uživatelské prostředí Pro-E – a přiloženém 2D výkrese.




Konstrukční řešení
Princip nesení strojku měl být jednoduchý, a to jak pro pohled na strojek ze strany číselníku, tak pro pohled ze strany dýnka. Modrá i žlutá varianta jsou v tomto identické a liší se pouze stáním stojánku na podložce – od žluté jsem si sliboval vyšší stabilitu, byť je to sporné.
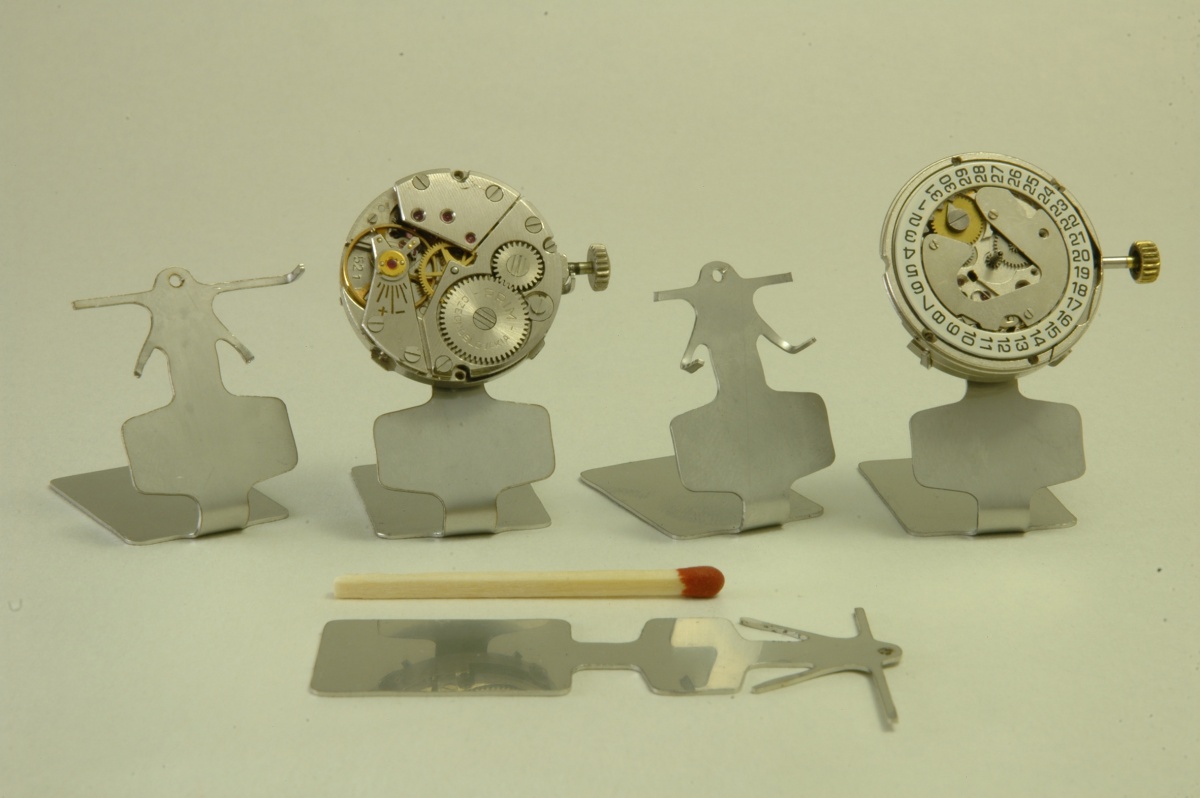
Na stojáncích jsou k vidění dvě vodorovná a dvě šikmá tenká raménka. Vodorovná slouží k nesení, resp. držení stability strojku při pohledu ze strany dýnka, šikmá slouží k nesení strojku při pohledu ze strany číselníku.
Chceme-li se na strojek dívat ze strany dýnka, pak jej přes soustavu hřídelů hodinových ruček zavěsíme do otvoru ve stojánku a delší vodorovné raménko pinzetou ohneme podél strojku tak, aby na něm seděl hřídel s korunkou. ( Při mém prvním provedení stojánků jsem s hmotností korunky nepočítal a tak mají kalibry s ručním nátahem tendenci k zvrácení. Závaží samonátahu na automatu však klopný moment od korunky vyrovnává. )
Zavěšením do díry, podepřením korunky a ohnutím pohledové části stojánku je celek dostatečně stabilní i při poměrně vysoké poloze těžiště. Ze spodu vyčnívající šikmá raménka doporučuji odstřihnout – štípačky, nůžky na plech, či kombinačky - jak je patrné na prvních dvou fotografiích – provedení stojánků se strojkem je v levé části snímku.
Chceme-li se na strojek dívat ze strany číselníku, pak odstřihneme přečnívající delší vodorovné raménko a spodní šikmá ohneme tak, aby kopírovala půdorys válcového tvaru kalibru – opět patrné ze snímků, tentokrát v pravé části.
Problém není ani s kal. 96, který má zezadu závaží. Menší komplikaci jsem měl pouze s kalibrem 57, jenž má ze zadní strany znatelně vystupující můstek nepřímého náhonu centrální vteřinové ručky – celek se nešťastně trefil tak, že jednou stranou raménko podepírá onen můstek a druhou míří proti poměrně odhalené setrvačce. Nicméně lze raménko přihnout nepatrně více a je po problému.

Při pokusném zavěšování kalibrů za soustavu hřídelů jsem zjistil, že kalibry 50, 52, 55 a 57 mají větší průměr vnějšího hřídele hodinové ručky než kal. 96 ( podle kterého jsem stojánek navrhoval ), takže je díra o průměru 1 mm malá – je třeba ji rozšířit kulatým jehlovým pilníkem.
Výroba výpalku
Vypálení plechu libovolné tloušťky a materiálu je v dnešní době již běžná záležitost. Téměř v každém větším městě se nachází firma, která tyto práce nabízí a neměl by být tudíž se zakázkou problém. Jenže tomu zas až tak úplně není - anebo jsem jen měl nasbírat zase další zkušenost.
Nejprve jsem podklad s poptávkou zaslal do firmy, která se zabývá výrobou součástí jemné mechaniky, především té hodinářské. Bohužel tloušťka plechu byla natolik silná, že jejich laser nebyl schopen tuto sílu překonat. Na další zaslanou poptávku jsem nedostal odpověď. Oddůvodnění jsem shledal v nezajímavosti zakázky – malé množství ( 10 ks výpalků z 0,7 mm tlustého nerezu o max. rozměrech 60 x 30 mm )
Nezbylo mi tedy než se ptát po podniku, kde pracuji, zda-li někdo známý nezná toho, či tu, co programuje laser. Úspěch jsem moc neočekával, protože byť laser máme, tak slouží standardně k pálení plechů zcela jiných tlouštěk a jiných účelů. Nicméně mi bylo řečeno, že když si počkám, tak to cca do pěti dnů bude. A že mám koupit nějakou lepší čokoládu.
Vypálený polotovar je k vidění před sirkou na první fotografii.
Do ruky jsem dostal namísto 10 ks z 0,7mm plechu 12 ks z 0,5mm plechu. Jelikož síla materiálu nebyla předmětem žádného předchozího bádání, ale spíše se jednalo o cestu pokus / omyl, byl jsem za dopadnuvší situaci vděčný. Kvalita výpalu nebyla přesně konturu dxf kopurující, ale převážně v oblastech ramének mírně odskakující. Tudíž, jak je z fotek patrné, některé linie nejsou úplně oku lahodící. Tyto partie nebudou však při pohledu okem viditelné.
Vysoká teplota částečně natavuje bezprostřední okolí řezu a vznikají tak ostré hrany z nežádoucího materiálu, které je třeba ojehlit. Opět postačí jehlový pilník.
Hodně záleží na povrchové jakosti plechu – není-li poškrábaný, chycený rzí nebo někde promáčklý. Zase platí – ne každá firma pálí takto na pohled choulostivé součásti.
Může se stát, že dostanete vzorky částečně chycené rzí ( i u nerezového plechu! ) nebo poškrábané. Chcete-li součást zachovat, zkuste pohledové části před ohýbáním buď strojově přeleštit anebo za pomoci jemného smirku imitovat broušený povrch. S prvním mám zkušenosti, u druhého jsem jen slyšel, že je třeba brousit jedním směrem.
Ohnutí stojánku
Ojehlený a vlažnou mýdlovou vodou odmaštěný plech jsem dle určení začal ohýbat. Součást je v místech ohybu ztenčena, aby ohnutí nečinilo potíže v domácích podmínkách – stačí tedy hlavní ohyb provést prsty a na jemnější raménka si vzít pinzetu a kombinačky. Kombinačky jsem použil k sevření velké plochy součásti a ohýbal pinzetou – zabrání se tak nežádoucímu zohýbání plechu.
Dejme tomu, že se na jednom vzroku seznámíte s vlastnostmi materiálu a druhý už umístíte do výstavky.
Doporučuji konkrétní stojánek vytvarovat dle konkrétního kalibru – byť mají identické průměry, jejich zadní strany se lyší – byla by škoda poškodit např. výše zmiňovanou setrvačku.
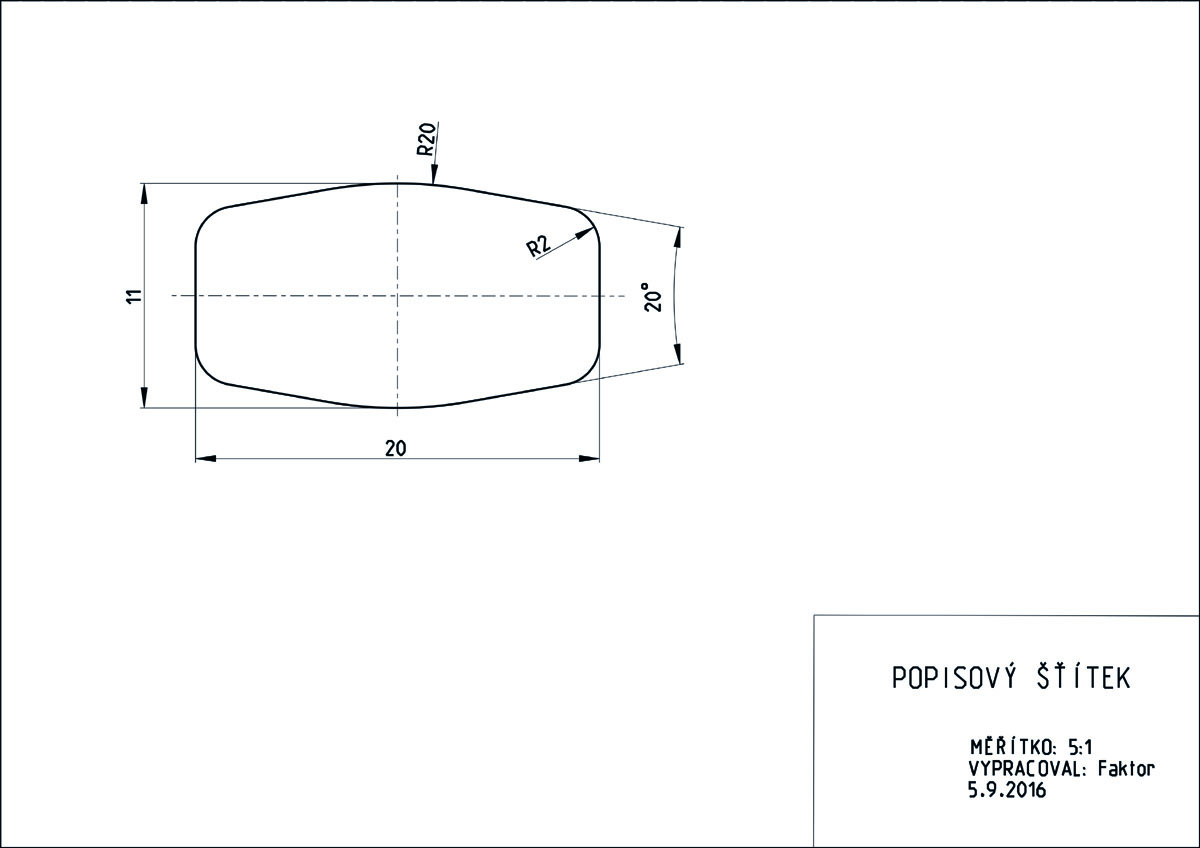
Štítek s názvem kalibru
Na stojánek mi přišlo vhodné zakomponovat i plochu pro umístění názvu kalibru. Cest je opět několik – od gravírování, či zdobného pálení laserem přímo do stojánku, přes samostatně zhotovené štítky připevněné na stojánek.
Po cenovém srovnání jsem zvolil samostatně připevněné štítky na již zmiňovanou plochu – cenový nepoměr oproti laseru, či gravírování je značný.
Pro zhotovení štítku jsem opět vytvořil výkres a poptal jej ve firmě zabývající se výrobou razítek a ruzných cedulek – např. jmenovky na dveře. Má představa byla nejprve mosazný plech, ale součást je natolik malá, že by byl problém ji vyrobit. Domluvili jsme se nakonec na plastové desce tl. 0,8 mm s imitací zlatého vodorovného brusu z které byly tvary vyfrézovány.
Nutno dodat, že i při tak malých rozměrech, která je pro výrobce atipická, se štítky zdařily a vhodně reprezentují svého jmenovce.
Připevnění štítku na stojánek – tedy plastové destičky na nerezový plech - jsem chtěl realizovat pomocí vteřinového lepidla. Bohužel jsem ani na dvakrát neměl natolik přesný odhad při usazení na stojánek, až bylo nutné dvakrát štítek odřezávat skalpelem. Tato operace vedla k nepříjemnému prohnutí štítku a narušení jeho kompaktnosti – převážně na jeho okrajích. Připevnění jsem nakonec vyřešil oboustranou izolepou. Jak je spodního snímku při bližším pohledu patrné, konvexní či konkávní prohnutí izolepa neudrží – doporučuji tedy vyhnout se vteřinovému lepidlu a rovnou lepit izolepou. Od výrobce rovné štítky dosednou celou svojí plochou na místo určení a lepidlo na izolepě je dostatečně poddajné aby umožnilo přesné usazení štítku. Tvar štítku přesně kopíruje tvar plochy na stojánku.

Slovo závěrem
Dalo by se říci, že se podařilo splnit zadaný úkol. Pro domácí vystavení je výsledek naprosto dostačující, byť je zřejmé, že někdo by chtěl poupravit rozměry stojánku tak, aby mu lépe pasoval do sbírky, anebo aby se mu jen prostě více líbil. To je samozřejmě možné. Měl-li by tedy někdo zájem se do něčeho takového pustit, neváhejte mne kontaktovat ( Fto ) - zašlu dxf soubor, který si můžete sami upravit.
Dal-li by si člověk více práce se sháněním laseru, který je primárně určený na takovéto součásti, a sehnal si vlastní materiál, kde bude mít zaručenou odpovídající povrchovou jakost plechu, pak bude výsledek zcela odlišný. Avšak byl to jen pokus a s výslednými náklady na tyto štítky jako jsou jedna tabulka čokolády značky Lindt a 150 kč za pět kusů štítků i s popisky si myslím, že výsledek předčil všechna očekávání.
S lehkou nadsázkou si troufám říci, že by bylo možné na stojánek umístit nejen kal. 80, ale i jiné strojky, např. zahraničních výrobců.



Komentáře
Komentáře mohou vkládat jen přihlášení uživatelé.Paráda. Moc pěkné!
Krasna prace
Super nápad a propracovanost. Moc hezké.
Výborný text.